The acoustic emission is in recent years, using one of the new technology of cutting tool monitoring research. In this paper with the envelopment analysis method to calculate the tool wear acoustic emission signal envelope, with the time-series model parameters as characteristic value, using neural network to analyze the tool wear state, test shows that effect is good.
The keyword tool wear acoustic emission neural network clustering analysis
Tool wear in metal cutting process will seriously damage the geometry size of workpiece and the surface shape. Automated manufacturing system, in order to guarantee the quality of the product and processing stability and reliability of the system operation, need for online monitoring of tool wear state. Using optical, mechanical vibration, the method such as cutting force, cutting noise monitoring has received a different degree effect. Using Acoustic Emission (& Emission AE) is to monitor the development of a new method in recent years.
Cutting process, the acoustic emission is mainly by the main shear zone of the dislocation and the second shear sliding friction generate. With the tool wear, tool cutting face and working face friction increases, cause the change of the acoustic emission signal. Studies have shown that the friction produced when the shear dislocation and the mechanism of acoustic emission is different, the characteristic of the acoustic emission signal is different also. Therefore, tool wear process can be analyzed and the characteristics of acoustic emission signal for monitoring tool wear state.
Using acoustic emission monitoring tool wear state of main advantage is that acoustic emission frequency range is far higher than that of mechanical vibration and environmental noise frequency range, therefore, with a high-pass filter is easy to get no interference signal. Secondly, receiving acoustic emission piezoelectric crystal sensor is easy to install on the tool, without affecting the processing procedure.
Tool wear monitoring is the key tool in the process of extraction and processing all kinds of state signal eigenvalue and status identification. There are many signal analysis technology is used to extract features from acoustic emission signal values, such as "count", "probability density analysis", "spectrum", "time series" and so on. Proposed in this paper to extract the first envelope of acoustic emission signal and time series analysis was carried out on the envelope, the time-series model parameters as the characteristic value, and then use neural network clustering analysis of tool wear state.
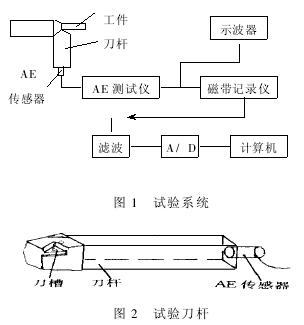
1 test system
The test system is shown in figure 1. Test conducted on a CNC lathe, using the reinforce the not heavy knife tools for cutting machine. Acoustic emission sensor installed on the cutter bar tail (figure 2). Acoustic emission signal through preamplifier, recorded on tape, and the filter, A/D conversion to send computer analysis processing. Test is divided into normal cutting, tool wear state and three kinds of cutter ruptures.
.
2 the AE signal feature extraction
Due to the frequency of the acoustic emission signal is very high, from which it is difficult to extract the characteristic value of various states. To look at the large amounts of data, found that the state signal of contour line is different. Therefore, decided to signal envelope analysis, find out the contour line, then from the contour extraction of characteristic value. We use the Hilbert (Hilbert transform method of time domain signal envelope analysis. In analysis, we use the convolution properties and hyperbolic function of Fourier (Fourier transform, the characteristics of skillfully using the FFT method, its basic principle is as follows:

Envelope, Φ k, ats is based on {zt} to estimate the model parameters. Therefore, system characteristics, the working state of all information contained in {zt}
Value size and sequence, and, of course, also contain in Φ k, at these parameters. Tool wear state information is also, condensed in these parameters. We can use these parameters, and use neural network to classify tool wear state.
3 the wear conditions of a neural network to cluster analysis
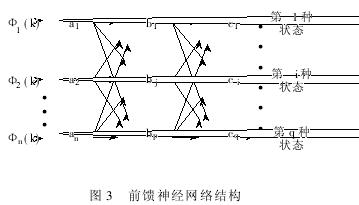
In this paper, the design of the network is a three-layer feedforward network, its structure is: the input layer has n nodes, hidden layer has a p a node, the output layer nodes with q. Q a corresponding output node q tool wear state, input layer USES the input values for the parameters of the regression model, activation function of hidden layer and output layer as the Sigmoid function. After the training, when the output layer of the ith node, the output value greater than 0, 99, and the output values of other nodes is less than 0, 01, thought that the recognition of wear status to the I. Network diagram is shown in figure 3.
Is the PB algorithm training algorithm is used. We know that the algorithm error function is
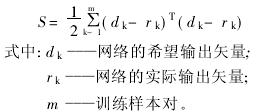
BP algorithm of an obvious disadvantage is that the slow learning speed, the reason is various, such as associated with the structure of the network, and study the disadvantages of the algorithm itself. When using the function to adjust the weights, from know weight adjustment quantity always contain the following factors derived type (this article only in hidden layer
Analysis to the output layer, for example)
.
Can be proved that using this algorithm to weight correction, faster convergence speed.
The test results
To simulate the actual situation of the production process, reduce the test error, prepared in advance three sets of blades: with a set of sharp blade, for the use of normal cutting; A set of the blade is worn, used for cutting wear test; A group at point 5 mm cut out a small slot in advance, to make it easy to split after loading, for the use of simulation point burst. Each record a state signal, to change tool. Each state in the same cutting parameters. Parameters are as follows:
Cutting speed 1 m/s
Cutting parameter 0, 013 mm/n
Cutting depth 4, 3 mm
AISI1018 workpiece materials
The blade material TNMA432
4 MHZ sampling frequency
Filter by the frequency of 2 MHZ
Sampling points to 2048
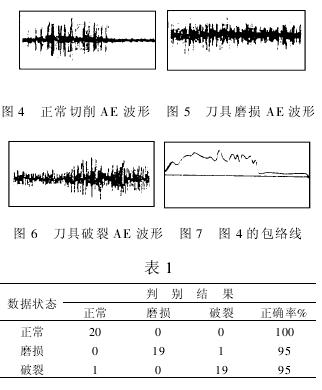
To each sample envelope analysis, first, then time series analysis, obtained from the regression parameters, the order number in this paper, three order. Typical signals of tool wear status as shown in figure 4 ~ is shown in figure 7.
20 samples from each of each state as the training data, using BP algorithm for training the neural network, and then 20 samples from each criterion. The analysis results are shown in table 1.
This test is to use tape record, offline analysis manner.
4 conclusion
In this paper with the envelopment analysis method to calculate the tool wear acoustic emission signal envelope, using time-series model parameters as characteristic value, using neural network to tool wear status categories are identified, test shows that effect is good. Now raising the speed of the computer, and the envelope analysis, time series analysis, adopted by the fast algorithm of neural network to make such a theory can be used on the production line, but it still need further test.
References (abbreviated)



 Blog
Blog